Техническая информация
Техническая информация
Как указано в толковых словарях и энциклопедиях, гибка – это придание чему либо изогнутой формы. В нашем случае под гибкой понимают слесарную операцию изгибания заготовок из профильных материалов. Под действием изгибающего момента заготовка деформируется, наружные слои её растягиваются, внутренние — сжимаются.
Мы осуществляем гибку с помощью трёх-вальцовых машин производства швейцарской компании Profilbiegetechnic AG, являющейся общепризнанным мировым лидером в производстве гибочных машин.

Осуществляется гибка следующим образом. Во избежании схлопывания, камеры профилей заполняются специальным песком, его утрамбовывают, затем профиль вставляется в вальцы между двумя фронтальными и одним центральным. Вальцы синхронизированы и вращаются все в одну строну, пока профиль не прокатается по всей длине заготовки, затем в другую сторону. Одна прокатка профиля называется одним проходом. С каждым проходом центральный валец приближается к фронтальным, за счёт этого и возникает изгибающий момент. Усилие во время гибки может достигать 30 тонн. Вальцы изготавливаются для каждого типа профиля. Количество проходов задается оператором станка и корректируется в процессе гибки в зависимости от требуемого радиуса и других поставленных задач.
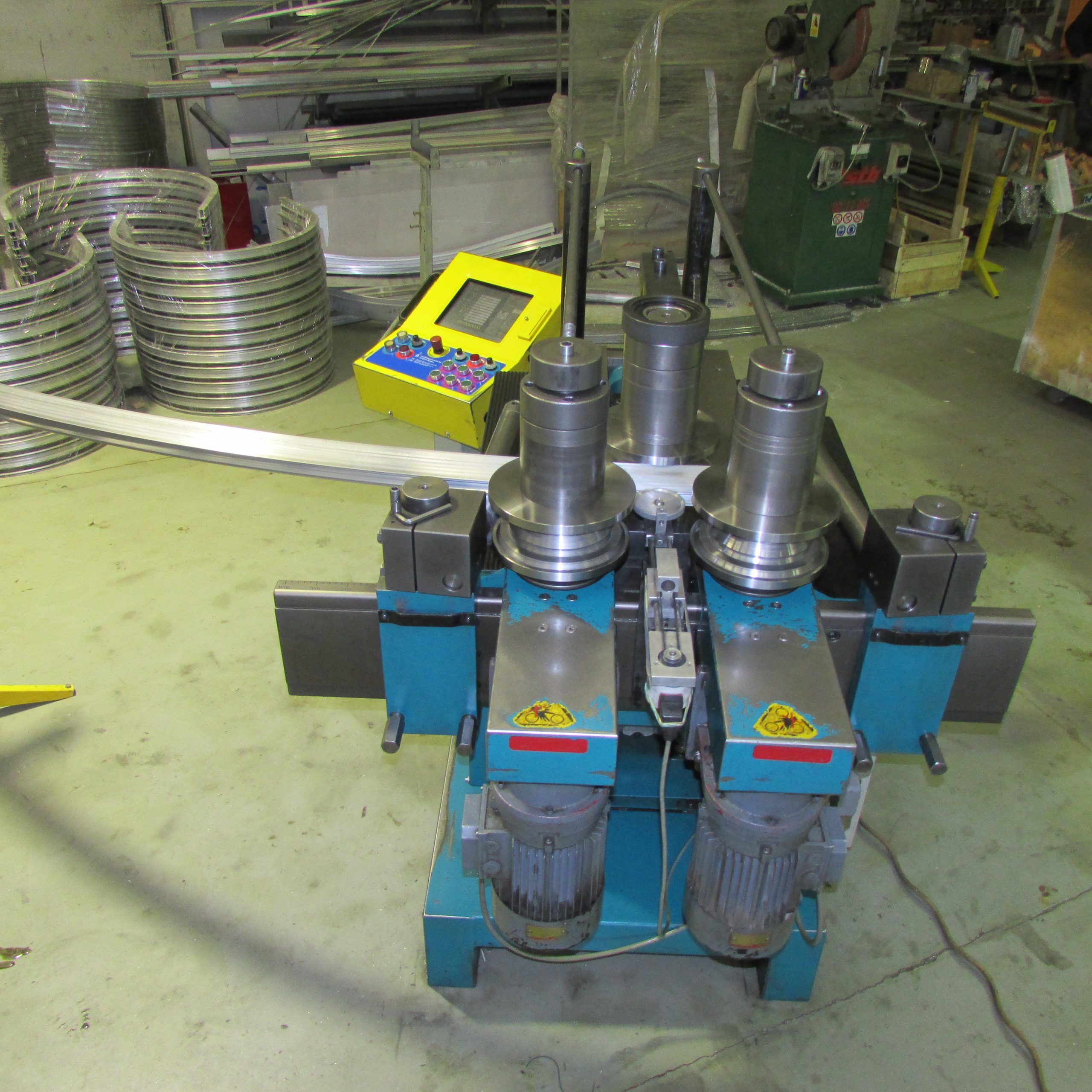
Посадочный диаметр вальцов составляет 105 мм, диаметр давящей поверхности – 130/140 мм. Внешний диаметр вальцов может достигать 160/220 мм. Как показал опыт, такие параметры вальцов являются оптимальными для радиусной гибки как системных профилей из алюминия, так и профилей из стали. Из-за внешних размеров вальцов и образуется технологический припуск. Т.к. центральный валец давит посередине фронтальных, а профиль зажат в них, изгибающий момент возникает на некотором расстоянии от края профиля. Поэтому согнутый профиль имеет прямые, не согнутые края. В среднем технологический припуск составляет по 300 мм с каждой стороны или 600 мм в заготовке. Он зависит, также, от размеров сечения профиля и может достигать 1000 мм в заготовке.

Иногда стоит задача осуществить плавный переход от радиуса к прямой части. Задача осложняется тем, что в процессе гибки профиль всегда деформируется и излишний материал сгоняется к краям, поэтому на прямой части, в точке перехода, часто появляется утолщение, видное невооруженным глазом. Для того чтобы устранить это утолщение существует специальная операция раскатки, которая позволяет осуществить плавный переход от дуги к прямой. При проектировании таких деталей, следует учесть, что вывод прямой части возможен только по касательной к дуге (значит радиус, проведённый в точке перехода перпендикулярен к прямому выводу).

Если начертить сечение профиля, например ригеля, и провести оси X и Y, то при гибке для плоского (арочного) остекления радиус гибки будет направлен на боковую стенку (Rx), - это гибка по оси X; а при гибке для молированого (гнутого) остекления направление радиуса гибки будет на торец профиля (Ry). Это два наиболее распространённых направления гибки. При остеклении куполов иногда возникает потребность согнуть ригель, который лежит в горизонтальной плоскости, но повёрнут к ней под углом, радиус гибки тогда будет направлен между осями X и Y (Rxy), такая гибка называется двухплоскостной. Наша компания ещё в 2006 году разработала собственную технологию двухплоскостной гибки, и пока единственная в РФ предлагает такую услугу. В 2015 году возникла задача согнуть арку из фасадного профиля на радиусной стене. Наша компания, также, первая в РФ успешно справилась с этой задачей. Т.к. в результате гибки получается пространственная кривая, такую гибку мы назвали (X,Y,Z). Типы арок: простая арка с одним радиусом; арка с несколькими радиусами на одной заготовке.
Радиус гибки можно измерять механическим и электронным способом. Механический способ считается более надёжным, но и более длительным. При применении механического способа измерения применяется принцип, описанный в разделе “Гибочный калькулятор”, т.е. по двум параметрам: H (хорда) и h (высота хорды). Роль хорды играет обычно специально изготовленная мерная линейка, а высоту хорды можно измерять штангель-циркулем.

Точность гибки зависит от применяемых инструментов, качества профиля и от других параметров, например, таких как длина дуги в соотношении с радиусом. К тому же, из-за некачественного материала, иногда наблюдается такой эффект, как дисперсия радиусов, т.е. разброс радиусов по всей длине. Это приводит к необходимости тщательного контроля габаритных размеров дуги. Идеального материала (профилей) не бывает, и радиус всегда измеряется с какой-то точностью, главное, чтобы эта точность удовлетворяла поставленным задачам. Для каждого задания по гибке можно посчитать свою точность измерения, т.е. пределы отклонений. Например, при механическом измерении, точность измерения штангель-циркулем – до 0,1 мм, для применяемой мерной линейки можно посчитать пределы отклонений. Они всегда получаются ниже необходимых для переработки профилей. При гибке фасадных профилей в направлении для моллированного (гнутого) остекления, точность изготовления стеклопакетов всегда ниже, чем наша точность гибки, это показали наши проверки.

В настоящее время никаких ГОСТов по гибке не разработано.
